Skip to content
Skip to content 
Tolerance in CNC machining is one of the most important and poorly understood elements when designing parts to be manufactured. The allowances on a physical dimension are called the tolerances, and the correct choice of tolerances can greatly influence the cost of manufacturing, the time of manufacture, and the eventual performance of the manufactured item.
In this guide, we will explore Tolerances in CNC Machining: What Designers Should Know, including standard values, how to choose appropriate tolerances, and how they affect fit and function. We’ll also compare CNC vs EDM tolerance capabilities, and dive into key concepts like GD&T, dimensional vs geometric tolerances, and more.
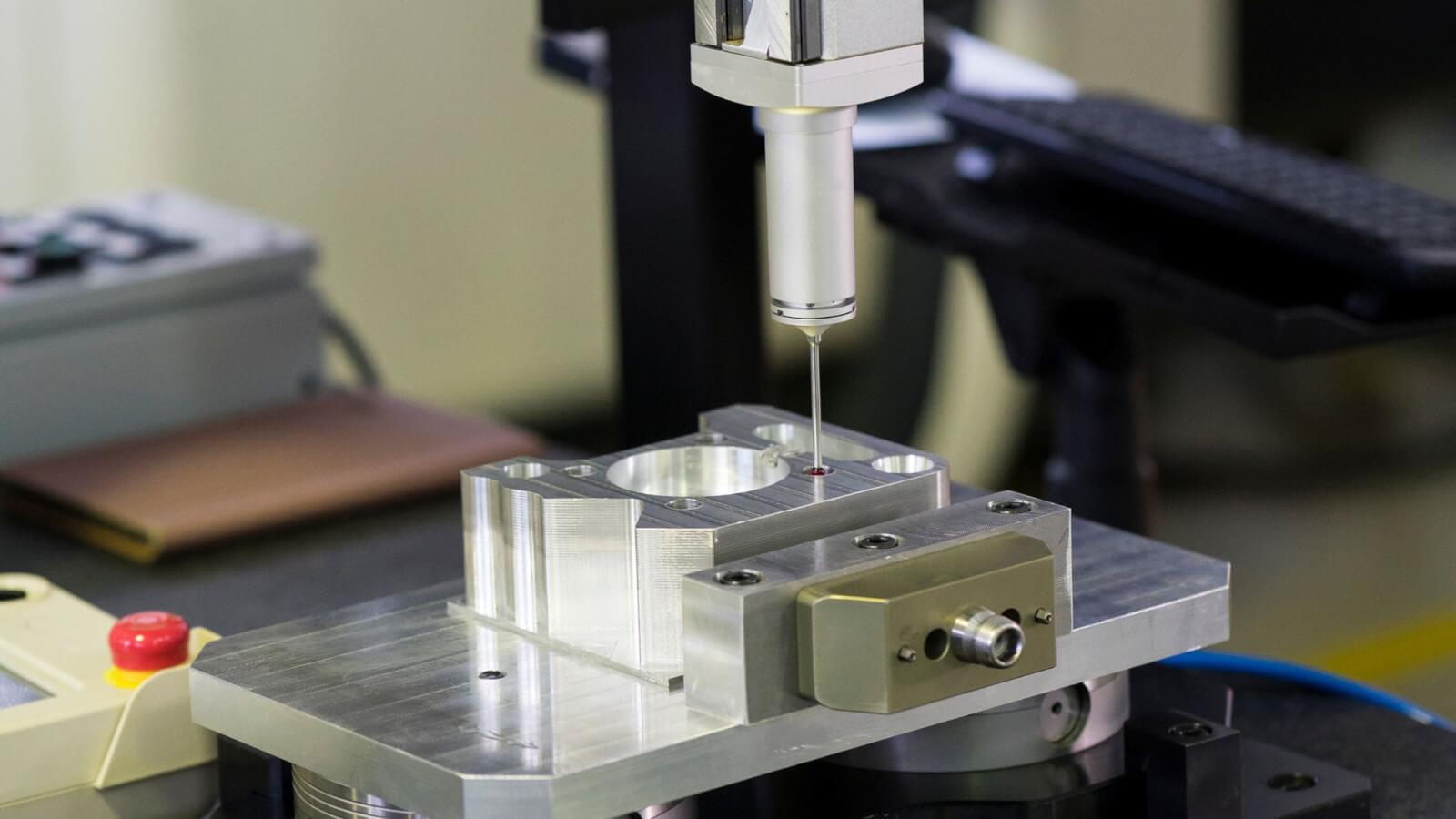
What Are CNC Machining Tolerances?
The CNC machining tolerances are understood as the deviation that is acceptable in the size and geometry of the machined part. With any machine, we cannot make a part of perfect dimensions; we can only come within a set amount that tolerances allow us to be outside of the ideal dimensions.
The normal standard CNC tolerance limits are in the range of plus or minus 0.005 inch and 0.010 inch as general machining limits. On precision work, with special processes, tolerances may be to within +/- 0.0002in.
The Significance of Tolerances in CNC machining.
Using correct CNC machining tolerances is essential for:
| Ensuring precision engineering | Ensuring quality assembly of parts |
| Maintaining dimensional accuracy | Trimming down expenses and rework |
A 2023 engineering survey by ThomasNet found that poorly applied tolerances were close to 80 percent of part design problems caused by excessive and inadequate tolerances.
How to Choose CNC Machining Tolerances
To fix the correct tolerance, it is necessary to balance the price with accuracy and functionality.

1. Learn the Usability
What does the part do? Close tolerance can be required on critical fits, yet more general features have larger tolerance allowances.
2. Understand what the Machines can do
Always consider the machine capability vs design tolerances. As an example, an average CNC mill is capable of holding perfect tolerances of +/- 0.005 inches. Lower, tighter values can be expected, which necessitates slower production or conversion to EDM.
3. Cost vs Benefit Score
Strict tolerances mean increased inspection, time, and tool wear. The price increases exponentially with the slight improvements in precision.
You should use tight tolerances where and when necessary. The rest of the part should use standard CNC tolerance values ±0.005″ ±0.010″ to control cost and lead time.
What are the Standard CNC Tolerance Values?
Here’s a quick reference for the CNC machining tolerance guide for engineers:
| Feature Type | Standard Tolerance |
| Milled Features | ±0.005″ – ±0.010″ |
| Reamed/Bored Holes | ±0.002″ – ±0.005″ |
| Turned Parts | ±0.001″ – ±0.005″ |
| Ground Surfaces | ±0.0002″ – ±0.001″ |
| EDM Machined Features | ±0.0001″ – ±0.001″ |
As shown above, different processes offer different precision engineering capabilities. Don’t assume all processes can achieve the same dimensional accuracy.
CNC vs EDM Tolerance Capabilities
When comparing CNC vs EDM tolerance capabilities, here’s what to know:
- General parts are quicker and less expensive to make on CNC machining, and are usually within the +\/-0.005 2 range.
- EDM (Electrical Discharge Machining) provides very strict tolerances (as fine as +/- 0.0001 inch) to be applied on a complicated or difficult to machine geometry.
- EDM might be the preferable alternative when your design is one featuring complex and internal corners or detailing that is too fine. It is more expensive and slower, however.
Dimensional Vs Geometric Tolerances in CNC
Dimensional Tolerances
These are restrictions of a value, such as a hole, say at 10.00 mm, 10.00 mm + 0.01 mm.
Geometric Tolerances
These are form, orientation, position, and runout. They’re specified using GD&T in CNC machining tolerances (Geometric Dimensioning & Tolerancing).
With GD&T, one can control the part geometry more accurately without overconstraining a dimension. This can enhance manufacturability and lower expenses.
The common GD&T symbols are:
- Flatness
- Parallelism
- True position
- Cylindricity
Proper use of GD&T in CNC machining tolerances can vastly improve the quality of assemblies while keeping production efficient.
How CNC Tolerance Affects Fit and Function
Insufficient limitations in shoddy specifications result in:
- Misaligned assemblies
- Too much or too little friction or looseness
- Unnecessary rework
As in the case of a shaft and hole system:
- A close fit (interference) involves strict control; tolerance stack-up is important.
- With a loose fit (clearance), production can be quicker and lower cost.
Understanding how CNC tolerance affects fit and function helps engineers prevent part failure and reduce assembly time.
Machine Capability vs Design Tolerances
Designers tend to have much narrower tolerances than can be economically machined. Always check machine capability vs design tolerances before releasing drawings for production.
A specification that is too tight can:
- Need secondary functions
- Raise the scrap ratios
- Delay delivery
Work with manufacturing engineers to establish tolerances to both accurate and practical.
Tolerance and Material Consideration
Different materials expand, contract, and deform differently. Tolerance depending on aluminum of +-0.002 may be possible, but it is not good with the plastics because of the capabilities of thermal expansion and malleability.
Also, consider:
- Machinability: Most materials are more difficult to hold dimensionally, such as titanium.
- Stress Relief: During machining, it is possible to induce residual stress, which impacts tolerance stability.
- Best Designer Practices
- When tight tolerances are necessary, use them
- Use GD&T in case form or orientation is important
- Early communication with the machinists in the design
- Document critical feature vs non-critical feature
- Adopt the same format in tolerance callouts
Real-World Example
One precision robotics company required gear housings that had a +/- 0.0005 tolerance of bearing pockets. Early designs employed regular CNC techniques, resulting in 30 percent waste of parts.
They eliminated the rejects to less than 3 percent and enhanced fit performance by changing to EDM machining and redesigning the tolerance strategy with the aid of GD&T.
Conclusion
Tolerances in CNC machining: What designers should know boils down to this:
- Not all features require ultra-tight tolerances.
- Consider the CNC machining tolerance guide for engineers to balance cost and performance.
- Learn the difference between dimensional vs geometric tolerances in CNC.
- Understand how CNC tolerance affects fit and function.
- Always align machine capability vs design tolerances during design reviews.
- Designers’ Career Mastering tolerance choices will guarantee an improved performance, a reduced number of mistakes, and accelerated production schedules.
FAQs on CNC Machining Tolerances
1. What is the standard CNC machining tolerance most used?
The most common standard CNC tolerance values, ±0.005″ ±0.010″, are used for general features that don’t require high precision.
2. How does GD&T enhance CNC machining?
GD&T in CNC machining tolerances provides precise control over geometry without unnecessarily tightening size tolerances, enhancing both fit and manufacturability.
3. What are the circumstances that require to use of EDM instead of CNC?
Choose EDM when ultra-tight tolerances (±0.0001″) or complex internal geometries are needed, especially when CNC vs EDM tolerance capabilities favor EDM.
4. What are the dangers of excessive design tolerancing?
Over-tolerance produces greater costs, delays, and wastes. Match tolerances to function and machine capability vs design tolerances.
5. Are CNC machines capable of mm tolerances?
Yes, but ±0.001 has to be maintained regularly, according to the machine and setup, and material. Please refer to the actual capabilities of the shop.